

وصله کردن میلگرد در چه مواقعی ضروری است؟ آیا نقطه اتصال میلگردها خواص مکانیکی مورد قبولی دارند؟ کدام یک از روشها بهترین کیفیت را در قطعه ایجاد میکند؟ در ایران بیشتر از کدام روش استفاده میکنند؟ با آرتان پرس همراه باشید تا با روشهای مختلف اتصال میلگردها آشنا شده و به مزایا و معایب هرکدام پرداخته شود.
میلگرد یکی از اجزای مهم در مصالح ساختمانی است، و نقش مهمی در صنعت ساخت و ساز دارد. این محصول فولادی در سازههای ساختمانی، پل، ستون و… مورد استفاده قرار میگیرد.
این محصول فولادی در سایزهای استاندارد و تعریف شده تولید میشود. روش های تشخیص سایز میلگرد نیز از اهمیت بالایی برخوردار است. با توجه به سازه موردنظر، گاهی نیاز است طول آن زیاد باشد، برای این منظور بایستی طول آن را توسط وصله کردن میلگرد افزایش دهند. لازم به ذکر است که بایستی تا حد امکان تعداد وصلهها کم باشد. و بایستی در جایی از وصله استفاده شود که تنش وارده بر مقاطع کمتر باشد. روشهای مختلفی برای وصله کردن میلگرد وجود دارد که در ادامه به آنها پرداخته میشود.
*** وصله کردن میلگرد چیست؟
همانگونه که اشاره شد، بایستی میلگرد در یک سازه مهندسی به صورت یکپارچه مورد استفاده قرار گیرد. اتصالات در میلگردها بایستی به صورت مهندسی شده باشد و تعداد آنها حداقل ممکن باشد. و در جاییکه باید از وصله استفاده شود، در صورت ضرورت از وصلهها استفاده میشود.

*** معرفی روش های وصله کردن میلگرد
اتصال میلگرد بایستی با دقت و مهارت خاصی صورت گیرد. وصله کردن میلگرد یکی از مراحل مهم در ساخت سازه است. روشهای گوناگونی برای اتصال میلگردها وجود دارد. در گذشته تنها روشی که برای اتصال میلگردها استفاده میکردند این بود که میلگردها را روی هم میگذاشتند و با مفتول دور آنها سیمپیچی میکنند. و پس از آن یک لایه بتن روی آن اعمال میکنند. اما امروزه روشهای زیادی برای وصله کردن میلگرد وجود دارد که از لحاظ فنی بسیار مطلوبتر از نمونهی قدیمی است. همچنین به دلیل مصرف زیاد میلگرد در روش قدیمی، از لحاظ اقتصادی نیز به صرفه نیست.
روش جوشکاری و مکانیکی نیز یکی دیگر از روشهای اتصال و وصله کردن میلگرد به شمار میرود، لازم به ذکر است که در این روشها استحکام اتصال مطلوب و مورد قبول مهندسین است. در حال حاضر بهترین روش اتصال میلگردها به یکدیگر روش جوشکاری است. این روش نسبت به روشهای دیگر ایمنی و دوام بیشتری دارد. برخی از سازهها هستند که ایمنی و اطمینان به سازه از اهمیت بالایی برخوردار است و حساسیت مهندسین و متخصصین مربوطه در این حالت بیش از پیش خواهد بود.
در اکثر سازههای فولادی به ویژه در صنعت ساختمان، به دلیل وجود انواع بارها و تنشهای مکانیکی اعم از فشار و کشش، پیچش و خمش، اتصال میلگردها مقوله مهم و پیچیدهای است. وظیفه مهندسین و متخصصین این حوزه این است که با انجام محاسبات مهندسی شده، در جاهایی که تنش کم باشد، میلگردها را به یکدیگر وصل کنند. با آرتان پرس همراه باشید تا در ادامه به هر کدام از روشها پرداخته شود.
روشهای گوناگونی برای اتصال میلگردها مورد استفاده قرار میگیرد. سه روش عمده برای این کار وجود دارد که عبارتند از:
- روش همپوشانی یا اورلب (Overlap)
- روش مکانیکی ( Coupler )
- جوشکاری به وسیله گاز (فورجینگ)
*** وصله کردن میلگرد ؛ همپوشانی یا اورلب
یکی از روشهای مرسوم و پرکاربرد در وصله کردن میلگردها، روش وصله پوشش است. به این صورت که میلگردها به همدیگر مماس میشوند و به اندازه خاصی در هم تنیده میشوند و در طول معینی یکدیگر را میپوشانند. ممکن است میلگردها به هم مماس باشند و یا از یکدیگر فاصله داشته باشند که با آن اورلب میلگرد نیز میگویند.

*** وصله پوششی غیرتماسی
لازم به ذکر است که در این روش میلگردها توسط سیم مفتول به همدیگر وصل میشوند و این باعث میشود که میلگردها ثابت بمانند. و پس از آن بتن روی آنها ریخته میشود و استحکام خوبی را حاصل میکند. در روش همپوشانی اگر دو میلگرد تماسی با هم نداشته باشند، بایستی فاصله آنها نیز به اندازه معینی باشد، چون در غیر اینصورت بین آنها ترک زیگزاگی ایجاد میشود. استانداردهای گوناگونی برای این روش وجود دارد. طبق آییننامه ACI318 فاصله بین دو میلگرد نباید بیش از یک پنجم طول وصله باشد. و حداقل فاصله بین میلگردها بایستی حداقل ۵ سانتیمتر باشد.

این نوع اتصال برای میلگردهای با قطر ۳۶ میلیمتر و کمتر از آن مورد استفاده قرار میگیرد. طول پوشش میلگرد به عوامل مختلفی بستگی دارد. محل مورد استفاده، نوع میلگرد و عملکرد آن، تنش کششی و فشاری محیط از عوامل تعیین کننده پوشش میلگردها است.
برای میلگردهایی که تحت بار کششی قرار دارد، حداقل طول پوشش لازم، باید ۱٫۲۵ برابر طول چسبندگی مهاری میلگرد کوچک باشد. و برای میلگردهایی که تحت بار فشاری هستند بایستی برابر طول چسبندگی کهاری میلگرد کوچک باشد.
یکی از نکات مهم در همپوشانی میلگردها، فاصله محور تا محوردو میلگرد است. لازم به ذکر است که در صورتی که دو میلگرد در تماس با یکدیگر نباشند، در محل وصله بایستی از میلگرد عرضی عمود بر آنها استفاده شود، تا به نوعی آنها را قفل کند.
*** معایب اتصالات اورلب
یکی از نقاط ضعفی که در این روش وجود دارد این است که آرماتور به طور کامل همراستا نخواهد بود. و به این دلیل عمل آرماتوربندی سخت خواهد بود. رعایت تمامی پارامترهای قانونی با این روش بسیار مشکل است. معمولا در این روش با توجه به محدودیت در طراحی آن و عدم اطمینان از آن، طراحی بسیار سخت خواهد بود.
*** وصله کردن میلگرد ؛ وصله مکانیکی میلگرد
در بعضی موارد اتصال به صورت همپوشانی امکانپذیر نیست، در این حالات از روش مکانیکی استفاده میشود. در برخی از محدودیتهایی که شامل روش اورلپ یا همپوشانی است، روش مکانیکی جایگزین این روش خواهد بود. اتصالات مکانیکی عمدتا روشهای گوناگونی دارد، که به هر کدام از آنها پرداخته میشود.
برای اتصال مکانیکی از بستهای مخصوصی استفاده میشود. کوپلینگ میلگرد معمولا توسط کویلر از انواع بستهایی است که در اتصال میلگردها به کار میرود، حاصل میشود.
اگر وصله مکانیکی با دقت و محاسبات مهندسی صورت گیرد، و همچنین از اجناس با کیفیت خوب استفاده شود، معمولا در صورت شکست تحت تاثیر نیروهای کششی، فشاری و برشی، خارج از محدوده کوپلینگ صورت میگیرد.
میلگردها پس از برش در اندازههای موردنظر جهت رزوه زدن توسط دستگاه مشخصوص به کارخانه فرستاده میشود. در برخی از موارد به دلیل تعداد بالای رزوه، معمولا دستگاه آن را خریداری میکنند. کوپلرها انواع مختلفی دارند که هر کدام کارکرد مخصوص خود را دارد. کوپلر استاندارد، کوپلر تبدیل، کوپلر جوشی، کوپلر انتهایی و کوپلر پیچی از انواع آن است که در ادامه توضیح داده خواهد شد.
*** کوپلر استاندارد در وصله کردن میلگرد
این یکی از پرکاربردترین انواع کوپلرها برای اتصالات میلگرد است. لازم به ذکر است که برای اتصالات میلگرد با قطر یکسان به کار میرود. و یکی از آرماتورها امکان چرخش داشته باشد. با سفت کردن میلگردهاف در نهایت در محل کوپلر سفت میشوند.

*** کوپلر تبدیل در وصله کردن میلگرد
همانطور که از نام آن مشخص است، از این کوپلر برای اتصال قطرهای مختلف میلگرد استفاده میشود. در مواقعی شاید نیاز باشد اندازه میلگرد از نقطهای به بعد تغییر کند، که در اینصورت از کوپلرهای تبدیل برای این منظور استفاده میکنند.

*** کوپلر پیچی در وصله کردن میلگرد
این کوپلر در جاهایی استفاده میشود که امکان رزوه انداختن روی میلگرد وجود نداشته باشد. به عنوان مثال در مواقعی ممکن است که ریشه آماتورها کوتاه شود و امکان ایجاد رزوه روی میلگرد سخت شود، که در اینصورت از کوپلر پیچی استفاده میکنند. در این کوپلر، انتهای آرماتور در داخل کوپلر قرار میگیرد و پیچهای روی آرماتور سفت میشود.

*** وصله کردن میلگرد ؛ وصله اتکایی
وصله اتکایی برای قسمتهایی به کار میرود که تحت فشار باشند و برای میلگردهایی که تحت نیروی کشش قرار بگیرند مجاز نیست. این نوع وصله از روی هم قرار دادن دو انتهای میلگرد حاصل میشود. در این روش بایستی قطر میلگرد حداقل ۲۵ میلیمتر باشد.
یکی از نکاتی که در اتصال به این روش باید رعایت کرد، این است که انتهای میلگردها توسط گونیا بریده شود تا کاملا بر یکدیگر مماس شوند. برش بایستی به گونهای صورت گیرد که زاویه برش با محور میلگرد ۹۰ درجه باشد، و در صورت وجود اختلاف زاویه نباید بیشتر از ۱٫۵ درجه باشد.

*** وصله کردن میلگرد ؛ اتصال جوشی و روش فورجینگ
در این روش دو میلگرد به یکدیگر جوش داده میشوند که با دو روش صورت میگیرد:
*** وصله کردن میلگرد ؛ فورجینگ
یکی از روشهای دیگر که در وصله کردن میلگرد مورد استفاده قرار میگیرد، فورجینگ و یا جوش الکتریکی تماسی است. در صورت اجرای صحیح این روش، در صورت شکست قطعه، گسیختگی از نقطهای خارج از محدوده جوش صورت میگیرد.
اما این روش نیز محدودیتهایی دارد که یکی از آنها مربوط به قطر میلگرد میشود. در این روش قطر میلگرد برای فولادهای گرم نورد شده بایستی از ۱۰ میلیمتر کمتر نباشد. همچنین برای فولادهای سرد اصلاح شده کمتر از ۱۴ میلیمتر نباشد. همچنین بایستی این نکته را در نظر داشت که قطر دو میلگردی که به هم متصل میشوندف نباید متناسب باشد.
در این روش سطح مقطع دو میلگرد توسط شعله حاصل از گاز اکسیژن و استیلن تا ۱۲۰۰ تا ۱۳۰۰ درجه سانتیگراد حرارت داده میشود و به حالت خمیری در میآیند و سپس توسط فشار هیدرولیکی به سمت یکدیگر فشار داده میشود. که باعث میشود دو میلگرد به هم آمیخته شوند.
برای دستیابی به کیفیت بالا در این روشف بایستی سر میلگردها کاملا صاف و عمود به هم بریده شوند و به شکلی در گیره قرار بگیرند که در هنگام حرارت نلغزند. برای اینکه حرارت یکنواخت باشد، شعله بایستی کاملا عمود بر آرماتور باشد و میلگرد در مرکز شعلع متصل شوند. برای اینکار معمولا حالتی را برای شعله در نظر میگیرند که دما در تمامی نقاط محل اتصال یکسان باشد و هر یک از نقاط در محل اتصال به یک اندازه گرما ببینند. چون اگر به این شکل نباشد، با توجه به ضریب انبساط حرارتی فلزات، پس از سرد شدن محل اتصال، اعوجاج در قطعه ایجاد میشود.
حرارت دادن تا جایی ادامه پیدا میکند که نقطه اتصال کاملا به رنگ زرد و حالت خمیری برسد. یکی از نکات دیگری که بایستی در نظر داشت، این است که ریختن آب روی محل اتصال و اطراف آن موجب ایجاد ترک و تردی در فولاد میشود. بنابراین از ریخته شدن آب در این مکان بایستی خودداری شود.

*** وصله کردن میلگرد ؛ وصله جوشی میلگرد
در این روش بایستی از الکترود و روش جوشکاری مناسب برای وصله کردن میلگرد استفاده کرد. چند روش در اتصال میلگردها توسط جوشکاری وجود دارد که به هر کدام از آنه پرداخته میشود.

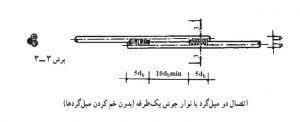
*** اتصال با نوار جوش یک طرفه یا دو طرفه
این روش برای میلگردهای گرم نورد شده در محدوده ۶ تا ۳۶ میلیمتر به کار میرود. یکی از نکات مهم در این روش این است که طول نوار جوش نباید از ۱۰ برابر قطر میلگرد کمتر باشد. در حالت دو رو نباید از ۵ برابر قطر میلگرد کوچک کم باشد.

*** اتصال با نوار جوش یک طرفه یا دو طرفه با وصله های جانبی
این روش نیز دقیقا مانند روش قبلی است، فقط در این روش از وصلههای جانبی نیز کمک میگیرند. و برای میلگردهای گرم نورد شده مناسب است.
*** نکات مهم در جوشکاری میلگرد
در جوشکاری میلگردها بایستی به یک سری نکات مهم توجه کرد که عبارتند از:
- بایستی به این نکته توجه کرد که آیا میلگردهای انتخاب شده جوشپذیر هستند یا نه.
- سطح میلگردهایی که جوش میشوند بایستی عاری از هرگونه چربی و آلودگی باشد.
- بایستی از سرد شدن سریع محل جوش جلوگیری شود، چون باعث به وجود آمدن فازهایی میشود که محل اتصال را شکننده میکند.
آرتان پرس
این مطلب بدون برچسب می باشد.










ثبت دیدگاه